鋼材切割面、剪切面需要無裂紋、無夾渣、無毛刺、無分層等異常現象、可以采用觀察或用放大鏡檢驗法進行。如果有疑義時,應該進行滲透、磁粉、超聲波探傷等相關檢查。
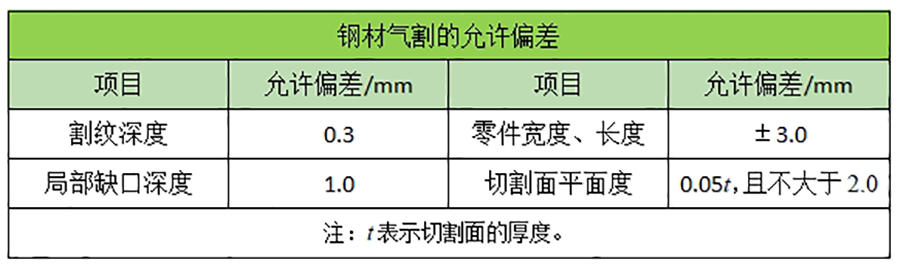
鋼材氣割的允許偏差的檢查判斷方法可以采用觀察檢查或用鋼尺、塞尺檢查。
鋼材機械剪切的零件厚度不宜大于12mm,并且剪切面需要平整。碳素結構鋼在環境溫度低于-16℃、低合金結構鋼在環境溫度低于-12℃時,不得進行剪切、沖孔。
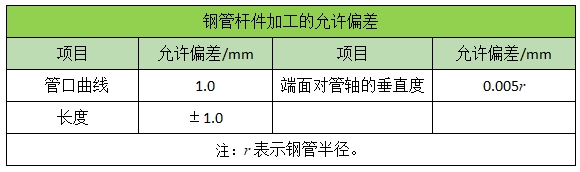
用于相貫連接的鋼管桿件,宜采用管子車床或數控相貫線切割機下料。鋼管桿件加工的允許偏差見下表。